

Techniki farbowania przędzy w tweedzie to pierwszy punkt kontrolny, który kupujący powinni sprawdzić przed zatwierdzeniem dostawcy, budżetu lub terminu produkcji. Większość projektantów badających techniki farbowania przędzy dla tweedu napotyka tę samą przeszkodę około trzeciego tygodnia. Masz tablicę nastrojów pełną odniesień do Chanel, budżet $12–22 za metr i narastającą świadomość, że każdy wynik w Google prowadzi albo do weekendowego samouczka o ręcznym farbowaniu wełny, albo do tradycyjnego europejskiego młyna podającego minimum 5000 metrów. Żadna z opcji nie wysyła fizycznej próbki do Twojego studia w ciągu tygodnia. Żadna nie traktuje Twojego zamówienia kapsułowego na 200 metrów jako ważnego. Gdzieś w przepaści między tymi dwoma skrajnościami ginie całkowicie wielotonowa głębia, która sprawia, że tweed wygląda na drogi.
Ta głębia nie jest problemem tkania. To problem farbowania – a konkretnie decyzja podjęta na etapie włókna, zanim choćby jeden metr trafi na krosno. Farbowanie gotowej tkaniny w kawałkach daje płaskie, jednotonalne rezultaty, które z daleka wyglądają jak “fast fashion”. Tweed, który porusza się na wieszaku, ten z drobinkami zmieniającymi się w świetle i melanżową bazą wyglądającą jak ręcznie przędziona, pochodzi z farbowania oddzielnych partii włókien w skalibrowanych kadziach o pojemności 350 kg, a następnie mieszanie trzech do pięciu wariantów odcieni w precyzyjnych proporcjach wagowych podczas zgrzeblenia. Pomiń tę sekwencję, a żadna ciekawa struktura splotu nie uratuje tkaniny. Zrób to dobrze, a tkanina za $18 za metr może uchodzić za coś, co kosztuje cztery razy więcej. Reszta tego przewodnika wyjaśnia dokładnie, jak działa ten proces – i jak przekazać swoje oczekiwania osobom obsługującym kadzie barwiące.

Farbowanie przędzy a farbowanie tkaniny w kawałkach – tweed
Tweed farbowany w kawałkach nigdy nie dorówna wielotonowej głębi tkaniny farbowanej w przędzy.
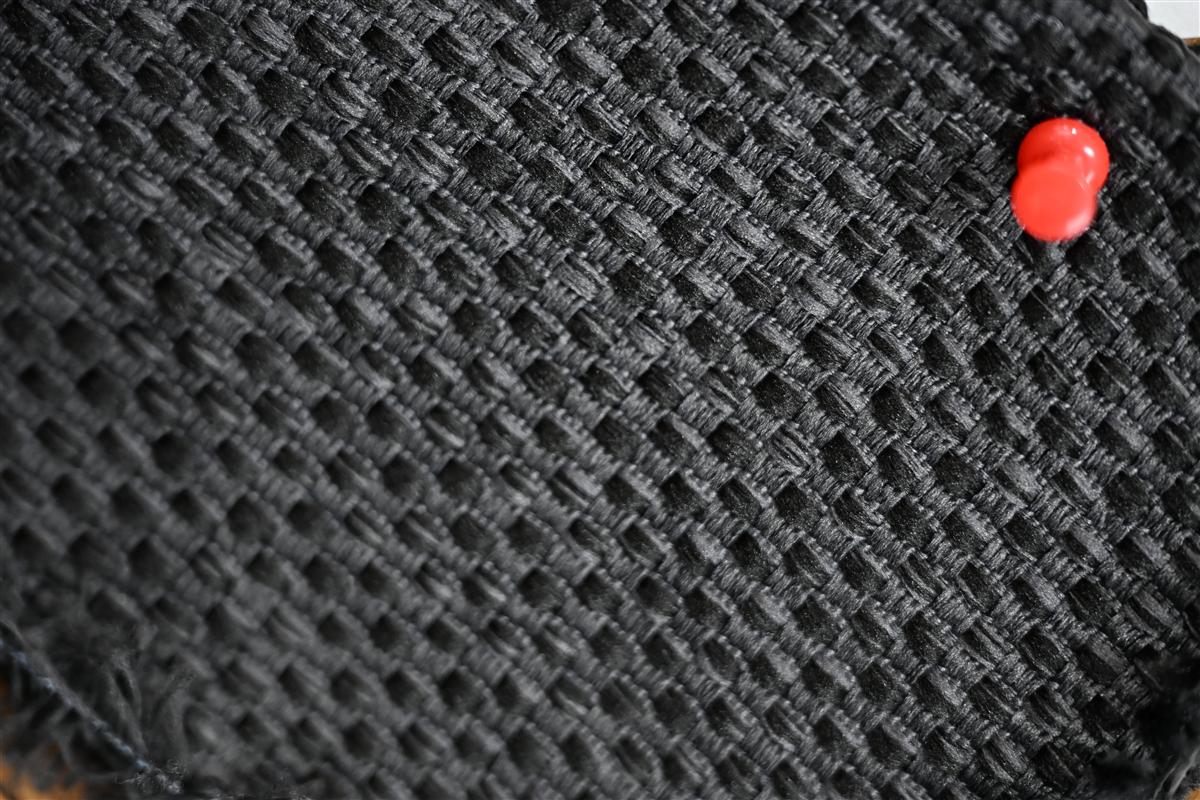
Farbowanie przędzy oznacza barwienie poszczególnych partii włókien przed przędzeniem. To jedyny sposób, aby uzyskać heather, melanżowy i nakrapiany charakter tweed w stylu Chanel. Farbowanie w kawałkach – zanurzanie gotowej surowej tkaniny w jednej kąpieli barwiącej – daje płaski, jednolity kolor. Nie jest w stanie wyprodukować mieszanki 3–5 odcieni, która sprawia, że premium tweed wydaje się żywy. W praktyce 60–70% mieszanek przędzy Harris Tweed zaczyna się od czarno farbowanej bazy wełnianej. Ciemne podłoże tworzy głębię, której farbowanie w kawałkach nie jest w stanie odtworzyć.
Trwałość koloru określa tę różnicę. Przemysłowe farbowanie przędzy barwnikami kwasowymi na wełnie, odpowiednie zaprawianie i utrwalanie w kadzi ciśnieniowej zapewnia odporność na pranie zgodnie z ISO 105-C06 na poziomie 4–5. Tweed farbowany w kawałkach Zazwyczaj osiąga stopień 3–4, przy czym pierwsze pranie chemiczne powoduje większe blaknięcie. W teście odporności na światło AATCC 16 tkaniny farbowane przędzą wypadają lepiej, ponieważ barwnik wnika głębiej w rdzeń włókna, a nie tylko w powierzchnię. Jeśli na metce pielęgnacyjnej widnieje ‘tylko pranie chemiczne’, odzież farbowana w kawałku będzie blaknąć i tracić kolor szybciej.
- Koszt za metr: Niestandardowy tweed farbowany przędzą z fabryki bezpośrednio w młynie w Wenzhou: $12–22/metr za bouclé z mieszanki wełny o gramaturze 350–450 g/m. Odpowiednik europejskiego młyna: 28–45 euro/metr.
- Minimalna ilość zamówienia i próbki: Bezpośrednio z fabryki w Wenzhou: minimalne zamówienie 1000 m, 7-dniowa próbka laboratoryjna. Europejskie tradycyjne młyny: minimalne zamówienie 2000–5000 m, 4–6-tygodniowy cykl próbkowania.
- Czas realizacji: Młyny zintegrowane pionowo, które farbują, przędzą i tkają pod jednym dachem, eliminują 2-tygodniowe luki logistyczne między etapami. Europejskie łańcuchy dostaw często rozdzielają farbowanie, przędzenie i tkanie na osobne zakłady w różnych krajach.
Oto, czego większość kupujących tkaniny nie zdaje sobie sprawy: kolorowe neppy (plamki) w tweedzie są wykonane z odpadów poliestru, wiskozy lub jedwabiu, z których każdy ma inne powinowactwo do barwnika. Barwniki kwasowe chwytają wełnę, ale omijają poliester. Młyn, który nie wstępnie wybierze składu neppów i receptury barwnika, da ci błotnisty tweed – gdzie plamki przypadkowo wchłaniają barwnik przeznaczony dla wełny podstawowej. Prosząc o próbkę, określ poziom kontrastu: wysoki kontrast (ciemna baza z jasnymi neppami) lub niski kontrast (tonalny, melanżowy). Fabryka potrzebuje tego szczegółu, aby dobrać odpowiedni materiał neppów i recepturę nadbarwiania.
Różnica kosztów 30–50% między źródłami bezpośrednimi z fabryki to nie tylko arbitraż siły roboczej. To integracja pionowa: jeden obiekt wykonujący wewnętrzne przędzenie, farbowanie i tkanie eliminuje narzuty między dostawcami, unika minimalnych ilości w farbiarniach stron trzecich i niweluje opóźnienia logistyczne. To właśnie sprawia, że niestandardowe zamówienie minimalne 1000 m jest ekonomicznie opłacalne, bez utraty wielotonowej głębi, która odróżnia premium tweed od płaskiej imitacji farbowanej w kawałku.

Dyeing o wysokim kontraście vs. niskim kontraście
Określ skład neppów przed farbowaniem, inaczej zobaczysz, jak twój kontrast zmienia się w błoto.
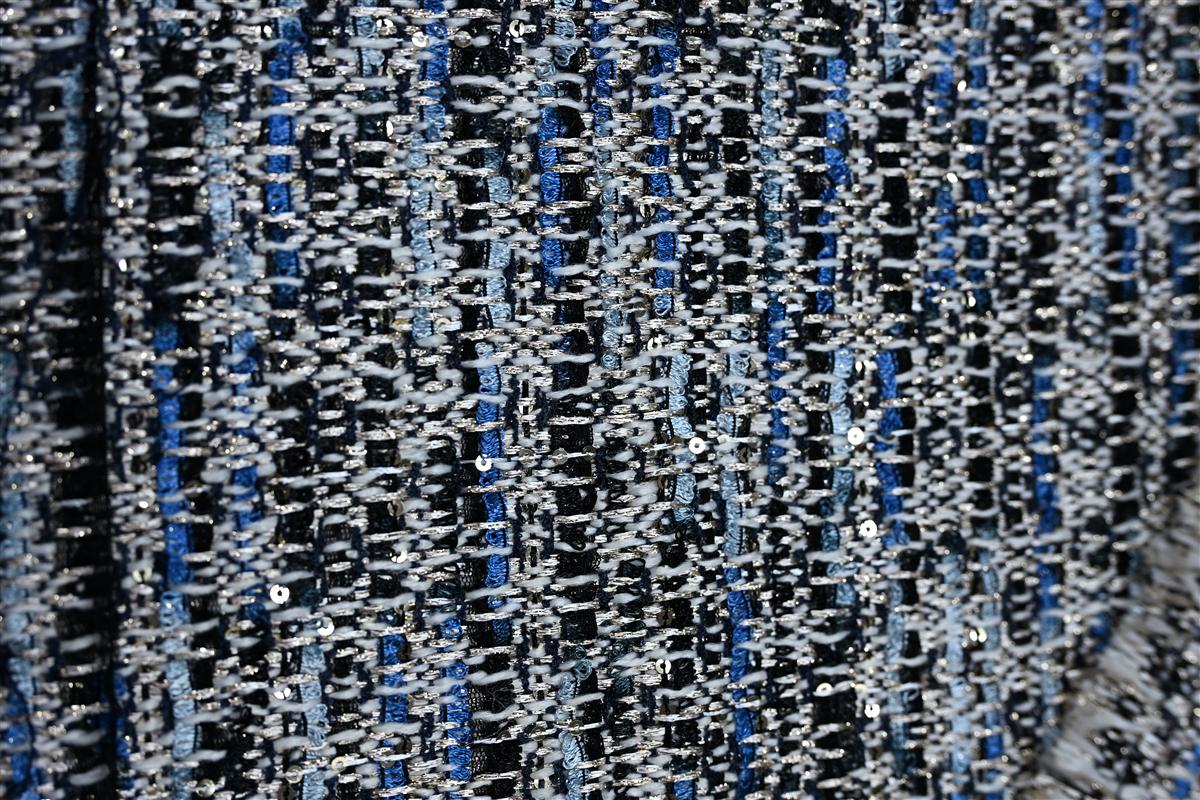
Tweed o wysokim kontraście tworzy swój charakterystyczny dramat poprzez silną opozycję: niemal czarna wełniana baza przeplatana jaskrawobiałymi, kości słoniowej lub nasyconymi kolorami neppami. Technika polega na rozpoczęciu od ciemno barwionej wełnianej osnowy – 60–70% wysokiej jakości mieszanek przędzy tweedowej, w tym Harris Tweed, zaczyna od czarnej bazy dla głębi – a następnie wprowadzeniu neppów barwionych osobno w kolorach maksymalizujących napięcie wizualne względem tła. Efekt jest ostry, graficzny i redakcyjny. Takiego wyglądu oczekują projektanci, gdy ich kolekcja potrzebuje marynarki, która fotografuje się z zapierającą dech w piersiach fakturą z odległości trzech metrów.
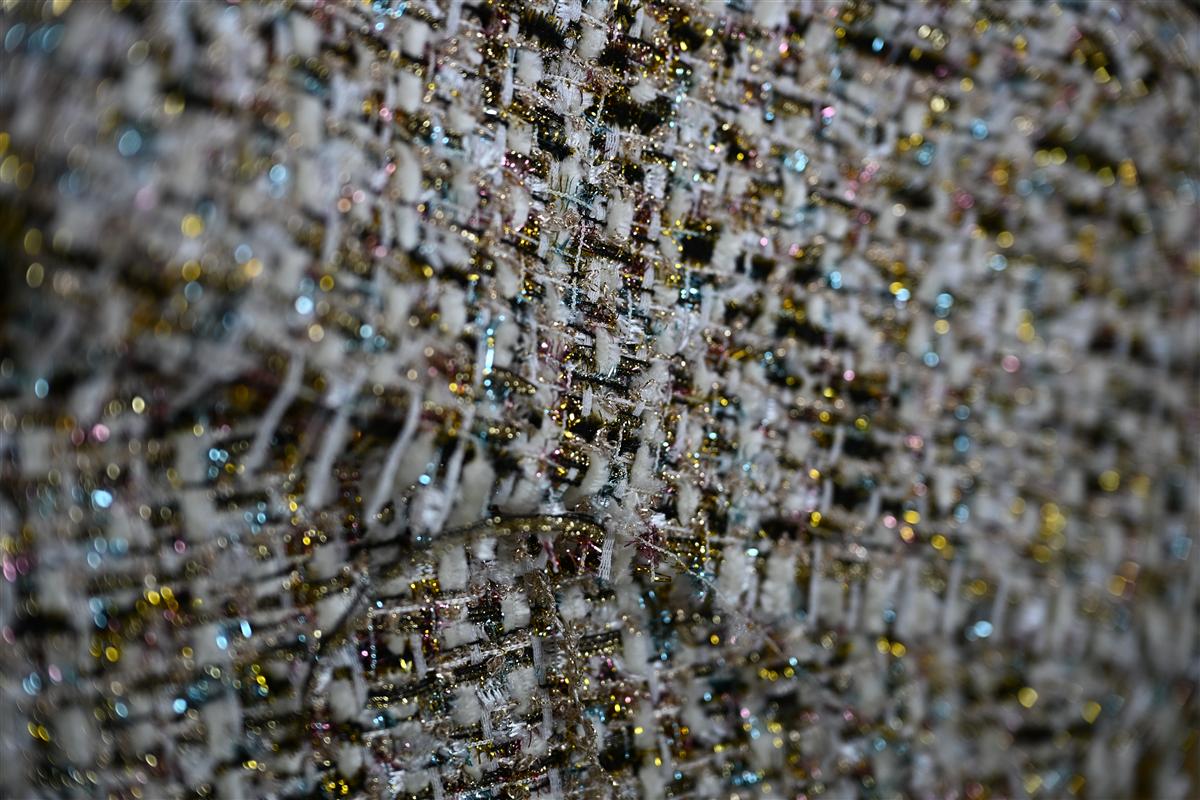
Tweed o niskim kontraście działa w przeciwnym rejestrze: tonalny, melanżowy i cicho drogi. Zamiast ostrych białych neppów na czarnej wełnie, młyn miesza od 3 do 5 odcieni w ramach tej samej rodziny kolorystycznej – na przykład węglowa baza, średnioszare neppy i srebrzyste przędze zgrubione – aby uzyskać tkaninę, która ujawnia swoją złożoność z bliska, a nie z drugiego końca pomieszczenia. Termin techniczny to głębia melanżu. Aby to osiągnąć, należy precyzyjnie skalibrować stosunek wagowy każdego odcienia na etapie zgrzeblenia; 3% przesunięcia w jednym tonie niszczy cały efekt.
- Neppy poliestrowe: Zerowa absorpcja barwników kwasowych. Są całkowicie odporne na kolor, co czyni je wyborem numer jeden do ostrych białych lub jaskrawych plamek w tweedach o wysokim kontraście. Jeśli potrzebujesz plamki, która zachowuje dokładnie ten kolor, który kupiłeś, poliester jest twoim materiałem. Do zrównoważonych kolekcji dostępne są neppy poliestrowe z recyklingu z certyfikatem GRS.
- Neppy wiskozowe: Częściowa absorpcja barwników. Wiskoza słabo przyjmuje barwniki kwasowe, ale może nabrać trochę koloru podczas kąpieli barwiącej, co czyni wyniki mniej przewidywalnymi dla początkujących. Dają łagodniejszy, bardziej stonowany kontrast – przydatne w pracach o średnim kontraście lub tonalnych, ale ryzykowne, jeśli określisz je dla elementu o wysokim kontraście bez wcześniejszych testów.
- Neppy z odpadów jedwabiu: Wysoka absorpcja barwników, podobna do wełny. Odpady jedwabiu głęboko przyjmują barwniki kwasowe, więc najlepiej sprawdzają się w projektach o niskim kontraście, ton w ton, gdzie chcesz, aby nepp wtopił się w kolor bazy, a nie odstawał od niej. Użycie odpadów jedwabiu w specyfikacji o wysokim kontraście daje mętność, której projektanci się obawiają – neppy wchłaniają otaczający barwnik i tracą swoją wyrazistość.
Chemia barwników to miejsce, gdzie najczęściej dochodzi do nieporozumień między projektantem a fabryką. Wełniana baza przyjmuje barwniki kwasowe w temperaturze 98°C w ciśnieniowych kadziach, z czynnikami fiksującymi zapewniającymi odporność na pranie wg ISO 105-C06 stopień 4–5, której wymagają odzież detaliczna. Neppy syntetyczne – zwłaszcza poliestrowe – wymagają barwników dyspersyjnych nakładanych w całkowicie innych warunkach temperatury i ciśnienia. Nie można barwić neppów poliestrowych i bazy wełnianej w tej samej kąpieli i uzyskać czystych rezultatów. Dlatego tweed o wysokim kontraście wymaga premii produkcyjnej: neppy są często barwione w oddzielnym procesie przed zmieszaniem z zgrzebloną taśmą wełnianą. Fabryka, która wycenia niestandardowy tweed o wysokim kontraście na tym samym poziomie co tweed tonalny, albo idzie na skróty, które zobaczysz na gotowej próbce, albo nie rozumie, co wycenia.
Proces tworzenia kolorów wielotonalnych
Wielotonowy tweed nie jest farbowany w tkaninie.
Zniszczmy mit, że można uzyskać ‘głębię w stylu Chanel’ farbując gotową szarą tkaninę. Nie można. Będzie wyglądać płasko i będzie farbować. Luksusowa estetyka pochodzi z barwienia wełny w stadzie przed przędzeniem. Efekt to nie tylko głębia wizualna: w pełnie oczyszczona, odpowiednio zaprawiona partia włókien osiągnie odporność na pranie zgodną z ISO 105-C06 stopień 4–5. Alternatywy barwione w kawałkach zwykle kończą na ryzykownym stopniu 3–4, który to jest podstawą zwrotów handlowych.
- Etap 1: Skrobanie i przygotowanie: Tłusta surowa przędza nie może przyjąć barwnika równomiernie. Przemysłowy środek powierzchniowo-czynny do skrobania usuwa wszystkie zanieczyszczenia, pozostawiając naturalny poziom lanoliny skalibrowany tak, aby zapobiec pękaniu włókien podczas agresywnego czesania, które następuje.
- Etap 2: 350-kilogramowy zbiornik ciśnieniowy: Poszczególne partie kolorów trafiają do 350-kilogramowych zamkniętych zbiorników do barwienia kwasowego (wełna) lub dyspersyjnego (syntetyki). Ścisły profil temperaturowy 98°C i stała cyrkulacja płynu gwarantują Delta E poniżej 1,0 względem wzorcowej receptury, co jest kluczowe przy dopasowywaniu Pantone TCX w pięciu różnych wariantach mieszanek przędzy.
- Etap 3: Ekstrakcja hydro: Zapomnij o metaforze wykręcania swetra. Przemysłowa ekstrakcja hydro zmniejsza wilgotność poniżej 35% za pomocą wysokiego momentu obrotowego siły odśrodkowej. Zachowuje to delikatny puszysty karb wełny dokładnie tak, jak potrzebuje przed wejściem do skrzyni mieszającej.
- Etap 4: Precyzyjne mieszanie i czesanie: Tutaj staje się widoczna 30-50% przewaga kosztowa integracji pionowej. Wstępnie farbowane włókna są ważone z odchyleniem poniżej 0,5% wagi receptury, mieszane i czesane w jednolitą wstęgę. Wprowadzamy neppy – poliester dla ostrego kontrastu, wiskoza dla półabsorpcji – tutaj, a nie później.
Aby uzyskać ten ‘heathered’ wygląd bez utraty definicji, młyn musi zmieszać od 3 do 5 różnych odcieni tej samej włókna bazowego. Wyobraź sobie chłodną szarą jodełkę: nie mieszasz tylko czerni i bieli. Budujesz ją z 30% wysokokontrastowej jet wełny, 25% średnio-węglowej, 25% chłodnej taupe, 15% białej wiskozowej nepp i 5% akcentu – metalicznego, pastelowego plasterka. Ta ziarnistość odróżnia fabrycznie bezpośrednie tweedy z Wenzhou od towarów masowych zalewających targi. Jeśli arkusz specyfikacji, który poprosisz od dostawcy, ma tylko jeden kod koloru, sprzedają ci ryzyko barwienia kawałkowego.
Określenie swojej wizji wymaga przejścia z ekranu cyfrowego na fizyczny standard. Wyślij próbkę tkaniny Pantone TCX, nigdy JPEG. Dołącz do niej tablicę nastrojów, która wyraźnie określa pożądany współczynnik kontrastu: ciemna baza + jasne neppy (wysoki kontrast) lub chmurno-tonalne mieszanie (niski kontrast). Powiedz fabryce przeznaczenie i docelową gramaturę na metr kwadratowy. Strukturalna marynarka z bouclé 450 g/m² wymaga zupełnie innej matrycy mieszania włókien niż drapowany, luźny blezer 280 g/m². Dzięki 7-dniowy szybki proces próbkowania dostępnym w zintegrowanych zakładach w Wenzhou możesz trzymać fizyczną próbkę odpowiadającą dokładnie twojej specyfikacji w ciągu tygodnia – eliminując 4 do 6 tygodni ślepej wiary, która niszczy premierę kolekcji.
7-dniowy szybki proces próbkowania
Cztery tygodnie oczekiwania na próbki to cztery tygodnie, w których twoi konkurenci już tną tkaninę.
Tradycyjny europejski młyn tweedowy wyceni ci 4 do 6 tygodni na próbkowanie. Ten harmonogram zakłada minimum 5 do 10 próbek, kolejkę w farbiarni, która nie priorytetyzuje nowych klientów, i logistykę kurierską na wierzchu. Dla początkującego projektanta pracującego na deadline tygodnia mody lub spotkania z kupującym to opóźnienie nie jest niedogodnością – to egzystencjalne zagrożenie dla kalendarza kolekcji.
Fabrycznie bezpośrednie szybkie próbkowanie skraca ten czas do 7 dni poprzez usunięcie wąskich gardeł powodujących opóźnienie, nie przez przyspieszanie procesu barwienia. Oto rzeczywisty przepływ pracy: wysyłasz koncepcyjny szkic lub obraz referencyjny, wewnętrzne laboratorium barwników wykonuje cyfrowe dopasowanie kolorów z weryfikacją spektrofotometrem (docelowe Delta E poniżej 1.0), a zespół pobiera z zapasów 100 metrów surowego towaru, aby wyprodukować fizyczną próbkę. Utrwalanie barwnika i wykończenie są identyczne jak w pełnej produkcji – to, co trzymasz w ręku, dostaniesz na rolce.
- Dzień 1–2: Otrzymano koncepcyjny szkic lub referencję Pantone TCX. Cyfrowe dopasowanie kolorów do istniejących receptur barwników. Odczyty spektrofotometru potwierdzają odchylenie Delta E poniżej 1.0 od celu.
- Dzień 3–4: Barwienie przędzy w kalibrowanych kąpielach barwników kwasowych (baza wełniana) lub kąpielach barwników dyspersyjnych (syntetyczne neppy). Odwadnianie do wilgotności poniżej 35% przed kontrolowanym suszeniem.
- Dzień 5–6: Zgrzeblenie, mieszanie partii barwionych włókien w określonych proporcjach wagowych, przędzenie i tkanie. Zapasy surowego materiału eliminują 2–3-tygodniowe opóźnienie związane z harmonogramem krosien, które narzucają zewnętrzni tkacze.
- Dzień 7: Gotowa próbka wycięta, oznakowana i wysłana kurierem. Obowiązują te same normy odporności na pranie ISO 105-C06 i odporności na tarcie ISO 105-X12, co w przypadku pełnej produkcji.
Mechanizm umożliwiający 7-dniowe próbkowanie nie polega na szybszej maszynie barwiącej – to integracja pionowa. Gdy ten sam zakład zajmuje się przędzeniem, barwieniem i tkaniem pod jednym dachem, nie ma 2-tygodniowej przerwy w przekazywaniu między zewnętrzną farbiarnią a zewnętrznym tkaczem. Nie ma minimalnej opłaty za partię narzuconej przez podwykonawcę farbowania, który nie chce realizować 5-kg próbki. Surowy materiał jest już w magazynie, ponieważ młyn utrzymuje zdolność produkcyjną na potrzeby własnych programów, a nie cudzych. To strukturalny powód, dla którego młyn fabryczny może dostarczyć próbkę w tydzień, podczas gdy łańcuch dostaw zależny od brokerów potrzebuje sześciu.
Dla początkującego projektanta finansowa kalkulacja szybkiego próbkowania ma równie duże znaczenie jak szybkość. Europejskie młyny często pobierają opłaty w wysokości 150–300 € za próbkę przy minimalnym zamówieniu 5 sztuk. To 750–1 500 €, zanim potwierdzisz, że dana kolorystyka działa. Bezpośrednie zamówienie próbki z magazynu bazowych tkanin fabrycznych eliminuje to ryzyko kosztów utopionych. Weryfikujesz dotyk, wielotonową głębię, i wagę (350–450 gsm dla bouclé tweedu) przed złożeniem zamówienia na 100 metrów w magazynie lub 1000-metrowego programu kolorów na zamówienie.


Normy dotyczące trwałości koloru i testów jakości
Trwałość prania na poziomie 3 oznacza, że biała bluzka klienta zmienia kolor na różowy po jednym cyklu prania chemicznego.
Trwałość koloru nie jest stwierdzeniem marketingowym. Jest mierzalną właściwością fizyczną, która decyduje, czy odzież przetrwa pielęgnację przez klienta detalicznego, czy też spowoduje zwrot. W przypadku tweedu – gdzie różne rodzaje włókien, klasy barwników i materiały nepp występują obok siebie w tej samej tkaninie – testy trwałości wykrywają wady, których nie widać gołym okiem. Tkanina może wyglądać bez zarzutu na stole krojącym, a przy pierwszym kontakcie z perchloroetylenem w pralni chemicznej może katastrofalnie farbować.
Przemysłowe farbowanie przędzy z odpowiednim bejcowaniem i utrwalaniem chemicznym rutynowo osiąga poziom 4–5 w teście trwałości prania ISO 105-C06. Jest to standard, do którego dążą europejskie młyny dziedzictwa, i jest osiągalny u dostawców fabrycznych, takich jak młyny z Wenzhou, gdy farbowanie odbywa się na etapie włókna w kontrolowanych warunkach. Różnica między poziomem 4 a 5 jest mniej istotna niż różnica między poziomem 4 a 3. Przy poziomie 3 spodziewane jest widoczne plamienie na sąsiedniej białej tkaninie wielowłóknowej – co oznacza migrację barwnika. Przy poziomie 4 plamienie jest znikome. Przy poziomie 4–5 nie jest widoczne gołym okiem.
Hobbystyczne farbowanie kwasem i farbowanie małych partii tkanin zazwyczaj osiąga poziom 3–4 w teście ISO 105-C06, ponieważ penetracja barwnika jest płytsza, a obróbka końcowa (mycie, utrwalanie) jest mniej agresywna. Kolor na początku wygląda akceptowalnie – ale potem farbuje na wykończenia, podszewkę lub skórę po wielokrotnym noszeniu. Dla początkującego projektanta sprzedającego tweedową marynarkę za $800, to farbowanie nie jest szczegółem technicznym. To zwrot pieniędzy, negatywna opinia i trwałe uszkodzenie marki.
- ISO 105-C06 (Trwałość prania): Bada utratę koloru i plamienie na sąsiedniej tkaninie wielowłóknowej podczas prania maszynowego w temperaturze 40°C lub 60°C przy użyciu referencyjnego detergentu ECE. Przemysłowy tweed farbowany w przędzy osiąga poziom 4–5. Próbki farbowane w kawałku lub hobbystycznie zazwyczaj uzyskują poziom 3–4. Różnica jednego stopnia to różnica między gotowym do sprzedaży detalicznej a podatnym na zwroty.
- ISO 105-X12 (Odporność na tarcie): Mierzy przenoszenie barwnika z powierzchni tkaniny na suchą lub mokrą szmatkę do pocierania pod kontrolowanym naciskiem. Tweed z ciemnymi neppami i metalicznymi nićmi jest szczególnie podatny. Minimalny suchy rub klasy 4 jest nie do negocjacji dla każdej tkaniny, która ma kontakt z kontrastowymi wykończeniami lub jasną tapicerką.
- AATCC 16 (Trwałość na światło): Eksponuje tkaninę na światło ksenonowe symulujące światło słoneczne przez szkło. Tweed używany w witrynach sklepowych lub kolekcjach wiosennych z widocznością na zewnątrz wymaga co najmniej 4. stopnia po 40 AFU ekspozycji. Ten test jest często pomijany przez małe farbiarnie – i ujawnia się sześć miesięcy później w postaci nierównomiernego blaknięcia na ramionach kurtki i czapkach rękawów.
Dla projektantów określających certyfikowane GRS przędze z recyklingu poliestru w ekologicznych konstrukcjach tweedu wyzwanie trwałości się potęguje. Poliester z recyklingu wchłania barwniki dyspersyjne inaczej niż dziewiczy PET, a stosunek powierzchni do objętości neppów wzmacnia migrację barwnika podczas obróbki na mokro. Fabryka, która to rozumie, wstępnie bada partię neppów z recyklingu tym samym protokołem ISO 105-C06 stosowanym do włókna bazowego z wełny – przed rozpoczęciem zgrzeblenia. Jeśli dostawca neppów nie może dostarczyć certyfikatu trwałości na poziomie partii, ryzyko ‘błotnistego’ koloru gwałtownie wzrasta.
Oto, co pomija większość katalogów próbek tkanin: wartość Delta E spektrofotometru między zatwierdzoną próbką laboratoryjną a partią produkcyjną. Delta E poniżej 1,0 to cel dla komercyjnego dopasowania kolorów. Powyżej 2,0 ludzkie oko wykrywa różnicę. Przed zobowiązaniem się do programu barwienia na zamówienie o długości 1000 m poproś o dane dotyczące odbicia spektralnego wraz z fizyczną próbką. Liczby nie wybaczają – i nie wybaczy też kupujący, który odrzuci przesyłkę, ponieważ partia 2 nie pasuje do partii 1.
Ceny: Niestandardowe MOQ vs. Młyny europejskie
Nadmierne zamawianie, aby spełnić MOQ 5000 m, tworzy martwy zapas, który niszczy marże szybciej niż jakakolwiek różnica w cenie za metr.
Oto obliczenia, których większość kupujących po raz pierwszy nie wykonuje, dopóki nie jest za późno. Europejski młyn tweedu wycenia €28–45 za metr dla 350–450 g/m² tweed bouclé. Ta cena wygląda wykonalnie w arkuszu kalkulacyjnym. Problemem nie jest stawka za metr. Problemem jest minimalna ilość zamówienia wynosząca 5000 m. Jeśli twoja kolekcja kapsułowa potrzebuje 1200 metrów, kupujesz 3800 metrów, na które nie masz potwierdzonej sprzedaży. Te 3800 nadmiarowych metrów stojących na półce kosztuje cię od €106 400 do €171 000 w zamrożonej gotówce – zanim zapłacisz ani centa za wysyłkę, cła czy magazynowanie.
Fabryka bezpośrednia z Wenzhou działa na innym modelu strukturalnym. Niestandardowe MOQ zaczyna się od 1000 metrów, z programami magazynowymi po 100 metrów dla istniejących kolorów. Ceny wynoszą 12–22 € za metr dla równoważnego bouclé tweedu z mieszanki wełny o wadze 350–450 g/m². To znaczące oszczędności w porównaniu do cen europejskich młynów, ale realne oszczędności mnożą się, gdy obliczysz koszt pieniędzy, których nie pożyczyłeś na zakup niepotrzebnych zapasów. Zamówienie 1000 metrów po $18/metr kosztuje znaczną kwotę. Europejskie zamówienie 5000 metrów po 35 €/metr wiąże Cię z kwotą 175 000 €. Różnica to nie tylko punkty procentowe. To różnica między samodzielnym finansowaniem pierwszej kolekcji a zaciągnięciem długu, zanim sprzedasz choćby jedną sztukę odzieży.
- Koszt próbkowania: Europejskie młyny zazwyczaj pobierają opłatę w wysokości 300–800 € za próbkę niestandardowego koloru, z czasem realizacji 4–6 tygodni. Niektóre wymagają minimum 5–10 próbek w każdej rundzie rozwojowej. Dwie rundy poprawek i wydałeś 6000 € przed zatwierdzeniem produkcji. Bezpośrednie szybkie próbkowanie z fabryk o zintegrowanym pionowo łańcuchu dostaw zapewnia fizyczne próbki w ciągu 7 dni, ze znacznie niższym kosztem rundy, ponieważ farbowanie, przędzenie i tkanie odbywają się pod jednym dachem, bez narzutu zewnętrznej farbiarni.
- Wysyłka i logistyka: Zamówienie na 5000 metrów z europejskiego młyna waży około 1750–2250 kg w zależności od GSM. Transport lotniczy z Europy do Ameryki Północnej kosztuje $4–7/kg. Transport morski dodaje 4–6 tygodni do już 8-tygodniowego czasu realizacji produkcji. Należy uwzględnić obsługę celną, przeładunek portowy i transport lądowy. W przypadku bezpośredniego zamówienia z fabryki w Wenzhou na 1000 metrów, całkowity koszt logistyki skaluje się proporcjonalnie do mniejszej wielkości zamówienia, a przesyłki 100-metrowe z magazynu mogą być wysyłane kurierem lotniczym w ciągu 3–7 dni bez niszczenia marży.
- Kara za nadmierne zamawianie: Zakup 5000 metrów, gdy potrzebujesz 1200, oznacza, że 3800 metrów staje się martwym zapasem. Koszty magazynowania, potencjalne przestarzenie, jeśli gama kolorystyczna się nie sprzedaje, oraz koszt alternatywny kapitału zamrożonego w niesprzedanej tkaninie rzadko są uwzględniane w początkowych budżetach zaopatrzeniowych. A MOQ na 1000 metrów pozwala przetestować gamę kolorystyczną w realnej reakcji rynku przed zobowiązaniem się do zamówienia powtórnego. Jeśli się sprzedaje, zamawiasz ponownie. Jeśli nie, nie siedzisz na trzyletnim zapasie.
- Równoważność jakości: Różnica kosztów o 30–50% nie wynika z oszczędzania na jakości włókien lub formulacjach barwników. Wynika z integracja pionowa—brak pośredniej farbiarni narzucającej marże, brak niezależnej przędzalni narzucającej własne minima, brak 2-tygodniowych luk logistycznych między etapami produkcji. Tkaniny z pionowo zintegrowanych młynów w Wenzhou, wykorzystujące australijską wełnę merynosową i japoński lurex, osiągają trwałość prania ISO 105-C06 w klasie 4–5, dorównując parametrom wydajności tkanin typu tweed z Europy przy strukturalnej przewadze kosztowej.
Jeszcze jedna rzecz, której większość fabryk nie ujawni: europejskie młyny często zlecają farbowanie zewnętrznym farbiarniom. Płacisz marżę młyna nałożoną na marżę farbiarni. Pionowo zintegrowana produkcja – gdzie ten sam zakład przędzie włókno, farbuje włókno i tka tkaninę – całkowicie eliminuje te skumulowane marże. Ta strukturalna różnica, a nie niższe stawki robocizny, sprawia, że niestandardowe MOQ na 1000 metrów jest ekonomicznie opłacalne, przy zachowaniu wielotonowej głębi i kontrastu nepp, jakiego oczekujesz od tweedu premium.
Wnioski
Wielotonowy tweed, który zachowuje kolor podczas prania chemicznego, nie powstaje przez farbowanie gotowej tkaniny. Powstaje przez oddzielne farbowanie poszczególnych partii włókien, a następnie mieszanie ich w precyzyjnych proporcjach podczas zgrzeblenia – proces kalibrowany za pomocą spektrofotometru i testów ISO 105-C06. Ta inżynieria, w połączeniu z minimalną produkcją 1000 m i 7-dniowym pobieraniem próbek, sprawia, że wizualna głębia europejskiego tweedu za 28–45€/metr jest osiągalna w przedziale 12–22€/metr.
Twój następny krok jest prosty. Przejrzyj dostępne od ręki tweedy w stylu Chanel w ilościach 100 m, aby przetestować kolory w stosunku do swojej palety, lub zamów fizyczne próbki, aby potwierdzić dotyk i kontrast nepp przed zobowiązaniem się do indywidualnej serii farbowania.
Często zadawane pytania
Czy można farbować tweed po utkaniu?
Technicznie tak, ale farbowanie kawałkowe utkanego tweedu daje płaskie, jednotonowe efekty i niszczy wielotonową głębię uzyskiwaną z pre-farbowanych przędz. Używaj farbowania kawałkowego tylko wtedy, gdy akceptujesz jednolity, gładki kolor bez nepp. Dla wielotonowej głębi zawsze zamawiaj tweed farbowany przędzę z młyna.
Jaki rodzaj przędzy jest używany w tkaninach tweedowych premium?
Tweed premium używa przędz bogatych w wełnę, zazwyczaj 80–100% dziewiczej wełny, w połączeniu z moherem, alpaka lub kaszmirem dla uzyskania tekstury. Mieszanki z luksusowymi włóknami zwiększają miękkość i ekskluzywność, ale także podnoszą koszt. Określ pożądany dotyk i budżet przy wyborze składu przędzy.
Co się dzieje z tweedem, gdy zamoczy się podczas obróbki?
Podczas przemysłowego farbowania mokra wełna jest przetwarzana w 350-kilogramowych ciśnieniowych kadziach w temperaturze 98°C z kontrolowanym mieszaniem, aby uzyskać równomierne przenikanie barwnika, jednocześnie zapobiegając filcowaniu. Bez precyzyjnej kontroli temperatury i pH wełna ... Farbowanie w fabryce musi przestrzegać ścisłych ramp temperaturowych, aby zachować dotyk tweedu.
Czy tweed jest niemodny w nowoczesnych kolekcjach mody?
Nie, tweed odnotował w ostatnich latach 15–20% wzrost rok do roku w kolekcjach mody luksusowej, napędzany estetyką dziedzictwa i slow fashion. Najsilniejszy wzrost dotyczy wielotonowych tekstur w stylu Chanel z nowoczesnymi domieszkami. Tweed pozostaje kluczowym sezonowym materiałem dla współczesnych kolekcji.
Jak przekazać fabryce tweedu niestandardowe wymagania kolorystyczne?
Wyślij fizyczne wzorniki Pantone TCX dla tkanin, nigdy pliki RGB/CMYK, wraz ze szczegółami kontrastu nepp i próbką laboratoryjną dla wielotonowego efektu melanżu. Bez fizycznych wzorów i specyfikacji nepp fabryka... Zawsze dołączaj docelowy kontrast (wysoki/średni/niski) do swojego zgłoszenia koloru.
Autorytatywne odniesienia

Powiązane spostrzeżenia

Jak ocenić młyn tweedowy pod kątem jakości tkaniny
{ “@context”: “https://schema.org”, “@type”: “Article”, “headline”: “How to Evaluate a Tweed Mill for Quality Fabric”,...
Młyn bezpośredni a hurtownik: Ogranicz ryzyko pozyskiwania tkanin
{ “@context”: “https://schema.org”, “@type”: “Article”, “headline”: “Bezpośrednia tkalnia a hurtownik: zmniejsz ryzyko pozyskiwania tkanin”, “author”:...

Tkanina tweed: Poradnik kupującego dotyczący weryfikacji dostawców
{ “@context”: “https://schema.org”, “@type”: “Article”, “headline”: “Tkanina tweedowa: przewodnik kupującego po weryfikacji dostawców”, “author”:...
