
yarn dyeing techniques tweed is the first checkpoint buyers should lock before they approve a supplier, budget, or production slot. Most designers researching yarn dyeing techniques for tweed hit the same wall around week three. You have a mood board full of Chanel references, a $12–22 per meter budget, and a sinking realization that every Google result leads to either a weekend craft tutorial on hand-dyeing wool roving or a heritage European mill quoting a 5000-meter minimum. Neither option ships a physical swatch to your studio in under a week. Neither option treats your 200-meter capsule order like it matters. And somewhere in the gap between those two extremes, the multi-tonal depth that makes tweed look expensive gets lost entirely.
That depth is not a weaving problem. It is a dyeing problem—specifically, a decision made at the fiber stage, before a single yard hits the loom. Piece-dyeing finished fabric produces flat, single-tone results that read “fast fashion” from across the room. The tweed that moves on a rack, the kind with flecks that shift under light and a marled base that looks hand-spun, comes from dyeing separate fiber lots in calibrated 350kg vats, then blending three to five shade variants at precise weight ratios during carding. Skip that sequence, and no amount of interesting weave structure will save the fabric. Get it right, and a $18 per meter cloth can pass for something that retails at four times the price. The rest of this guide explains exactly how that process works—and how to communicate what you want to the people running the dye kettles.

Yarn Dyeing vs. Piece Dyeing Tweed
Piece-dyed tweed will never match the multi-tonal depth of yarn-dyed fabric.
Yarn dyeing means coloring individual fiber lots before spinning. This is the only way to build the heathered, marled, and flecked character of Chanel-style tweed. Piece-dyeing—dunking finished greige cloth into a single dye bath—gives you flat, uniform color. It cannot produce the 3-to-5-shade blend that makes premium tweed feel alive. In practice, 60–70% of Harris Tweed yarn blends start with a black-dyed wool base. The dark foundation creates depth that piece-dyeing cannot replicate.
Colorfastness quantifies the difference. Industrial yarn dyeing with acid dyes on wool, proper mordanting, and pressurized vat fixation delivers ISO 105-C06 wash fastness at Grade 4–5. Piece-dyed tweed typically lands at Grade 3–4, bleeding more on the first dry clean. Under AATCC 16 light fastness testing, yarn-dyed fabrics outperform because the dye bonds deeper into the fiber core, not just the surface. If your care label says ‘dry clean only,’ piece-dyed garments will fade and bleed faster.
- Cost per meter: Custom yarn-dyed tweed from a factory-direct Wenzhou mill: $12–22/meter for 350–450gsm wool-blend bouclé. European mill equivalent: €28–45/meter.
- MOQ and sampling: Wenzhou factory-direct: 1000m custom MOQ, 7-day lab-dip swatch. European heritage mills: 2000–5000m MOQ, 4–6 week sampling cycle.
- Lead time: Vertically integrated mills that dye, spin, and weave under one roof eliminate the 2-week logistics gaps between stages. European supply chains often split dyeing, spinning, and weaving across separate facilities in different countries.
Here’s what most fabric buyers don’t realize: the colored nepps (flecks) in tweed are made from polyester, viscose, or silk noils, each with different dye affinity. Acid dyes grab wool but skip polyester. A mill that doesn’t pre-select the nepp composition and dye formula will give you muddy tweed—where the flecks accidentally absorb dye meant for the base wool. When you request a sample, specify the contrast level: high-contrast (dark base with bright nepps) or low-contrast (tonal, heathered). The factory needs that detail to pick the right nepp material and over-dyeing recipe.
The 30–50% cost gap from factory-direct sources is not just labor arbitrage. It’s vertical integration: one facility doing in-house spinning, dyeing, and weaving eliminates markups between suppliers, dodges third-party dye house minimums, and kills logistics delays. That’s what makes a 1000m custom MOQ economically viable without sacrificing the multi-tonal depth that separates premium tweed from a flat piece-dyed imitation.

High Contrast vs. Low Contrast Dyeing
Specify nepp composition before dyeing, or watch your contrast turn to mud.
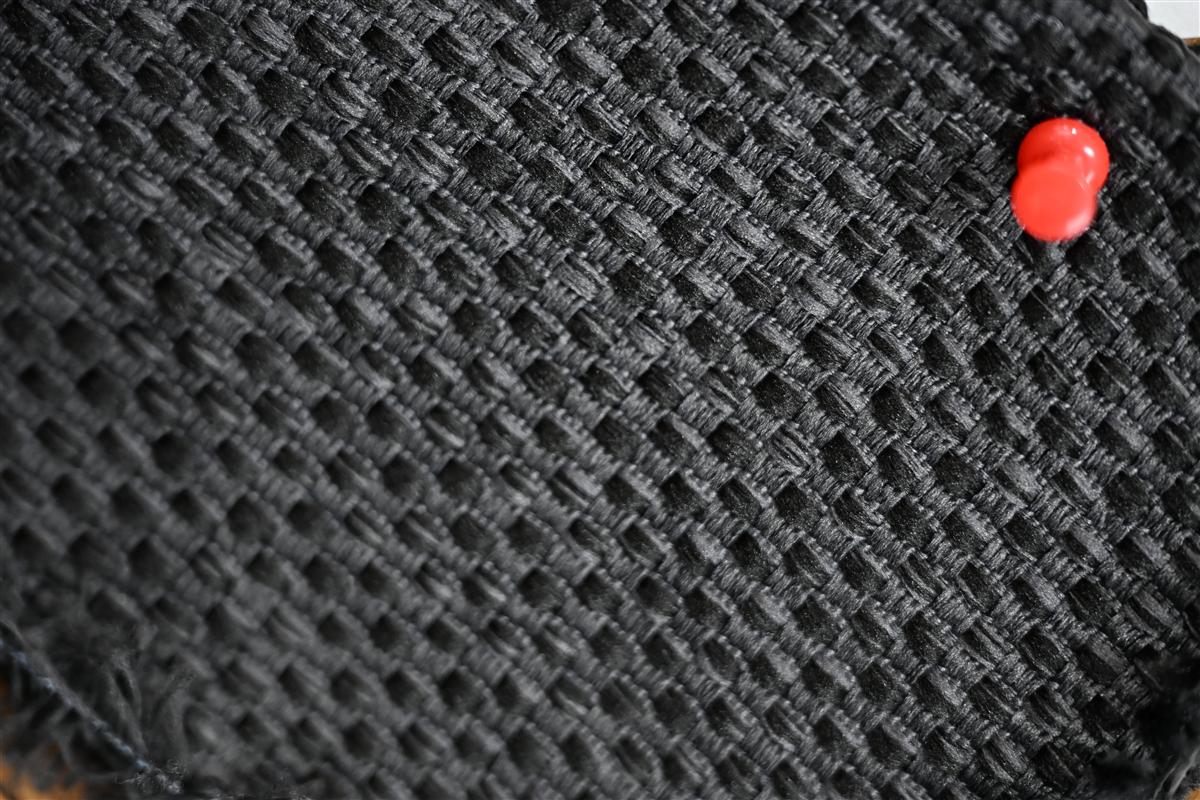
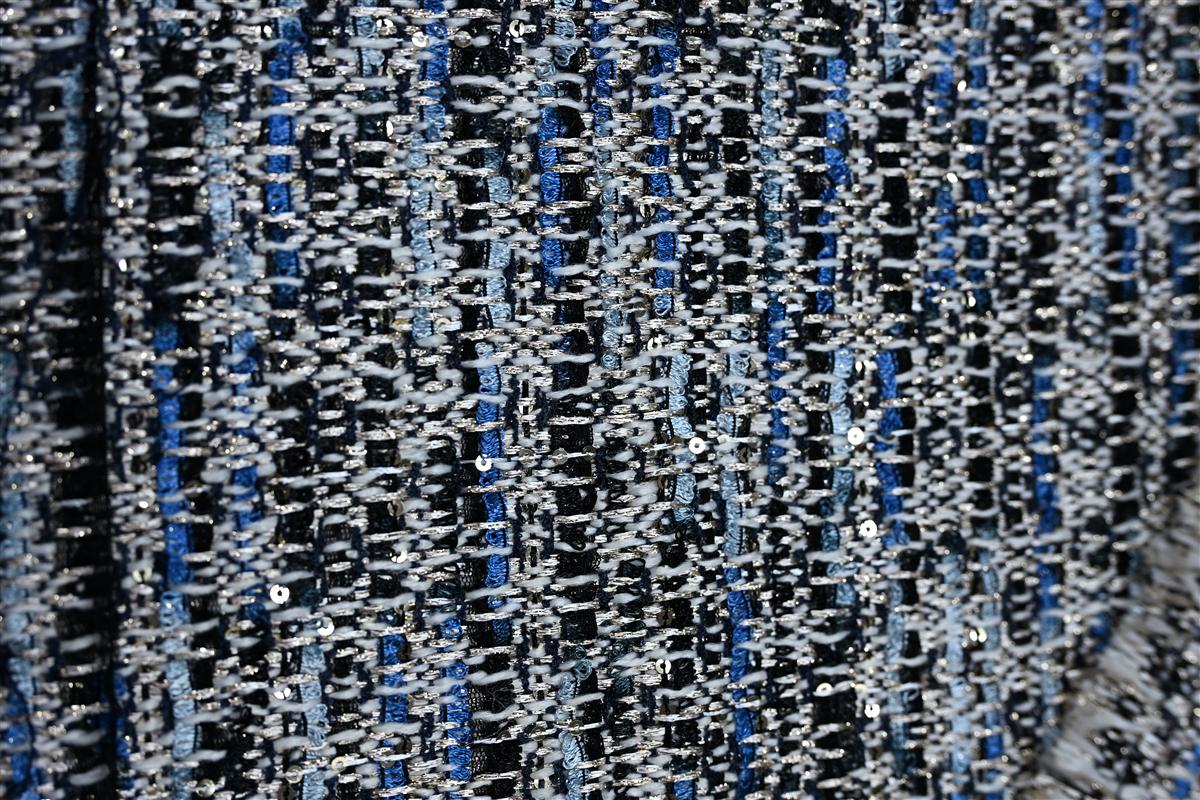
High-contrast tweed creates its signature drama through stark opposition: a near-black wool base punctuated by brilliant white, ivory, or saturated-colored nepps. The technique relies on starting with a dark-dyed wool foundation—60 to 70 percent of premium tweed yarn blends, including Harris Tweed, begin with a black-dyed base for depth—then introducing nepps that have been dyed separately in colors that maximize visual tension against that ground. The result reads as crisp, graphic, and editorial. This is the look designers want when their collection needs a jacket that photographs with jaw-dropping texture from ten feet away.
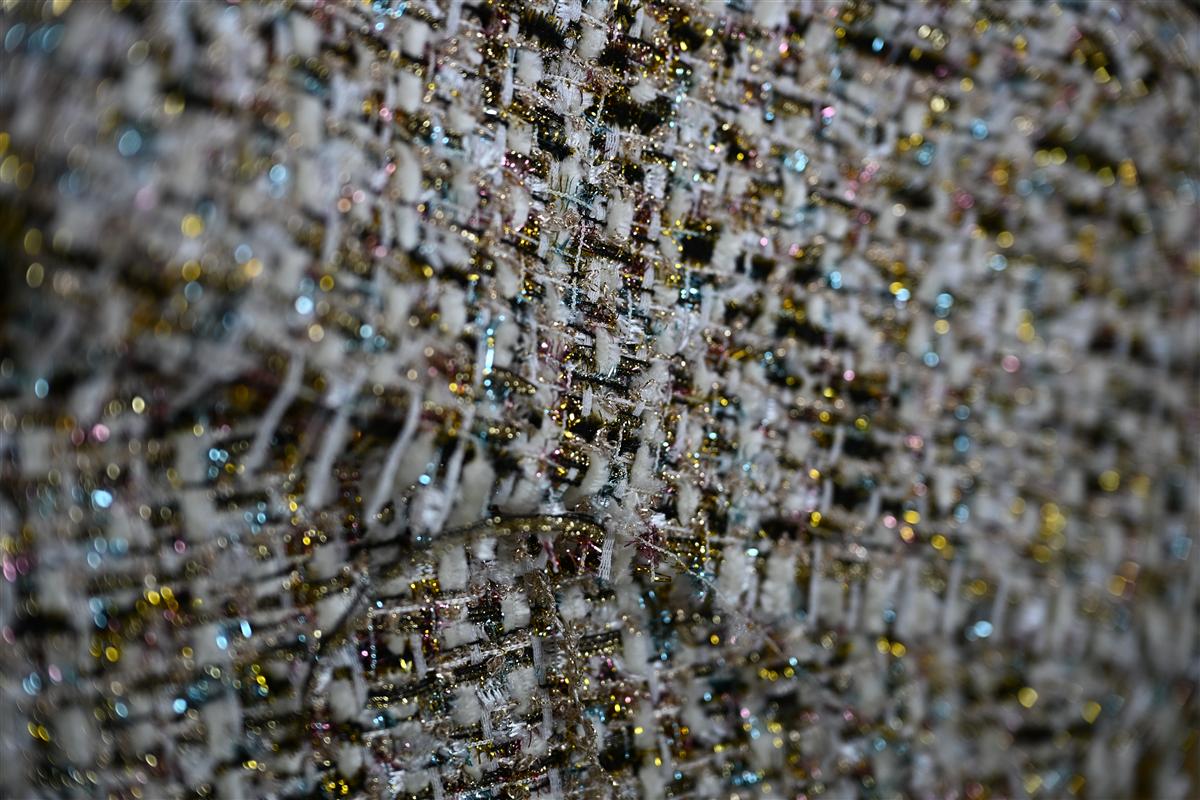
Low-contrast tweed works in the opposite register: tonal, heathered, and quietly expensive-looking. Instead of stark white nepps against black wool, the mill blends 3 to 5 shade variants within the same color family—say, charcoal base fiber, medium-grey nepps, and silver slub yarns—to produce a fabric that reveals its complexity up close rather than from across the room. The technical term is marled depth. Getting it right means calibrating the weight ratio of each shade variant precisely during the carding stage; a 3 percent shift in one tone washes out the entire effect.
- Polyester nepps: Zero dye absorption from acid dyes. They resist color entirely, making them the go-to for stark white or bright colored flecks in high-contrast tweeds. If you want a fleck that stays exactly the color you bought it, polyester is your material. GRS-certified recycled polyester nepps are available for sustainable collections.
- Viscose nepps: Partial dye absorption. Viscose takes acid dyes weakly but can pick up some color during the dye bath, which makes results less predictable for beginners. They produce softer, more muted contrast—useful for mid-contrast or tonal work, but risky if you spec them for a high-contrast piece without testing first.
- Silk noil nepps: High dye absorption, similar to wool. Silk noils will take acid dyes deeply, so they work best in low-contrast, tone-on-tone designs where you want the nepp to blend into the base color rather than pop against it. Using silk noils in a high-contrast spec produces the muddiness designers dread—the nepps soak up surrounding dye and lose their definition.
The dye chemistry is where most designer-to-factory miscommunication happens. Wool base fibers take acid dyes at 98°C in pressurized vats, with fixation agents ensuring the ISO 105-C06 Grade 4–5 wash fastness that retail garments need. Synthetic nepps—polyester specifically—require disperse dyes applied under entirely different temperature and pressure conditions. You cannot dye polyester nepps and wool base fiber in the same bath and get clean results. This is why high-contrast tweed commands a production premium: the nepps are often dyed in a separate process before being blended into the carded wool sliver. A factory that quotes high-contrast custom tweed at the same price as tonal tweed is either cutting a corner you will see on the finished swatch, or they do not understand what they are quoting.
Multi-Tonal Color Development Process
Multi-tonal tweed isn’t dyed in the fabric.
Let’s destroy the rumour that you can get ‘Chanel-style’ depth by dyeing finished greige cloth. You can’t. It will look flat, and it will bleed. The luxury aesthetic comes from stock-dyeing wool fibers before spinning. The payoff isn’t just visual depth: a fully scoured, properly mordanted fiber lot will hit ISO 105-C06 Grade 4–5 wash fastness. Piece-dyed alternatives typically top out at a hazardous Grade 3–4, which is a retail return waiting to happen.
- Stage 1: Scouring & Prep: Greasy raw stock cannot take dye evenly. Industrial-grade surfactant scouring strips all impurities while leaving natural lanolin levels calibrated to prevent fiber breakage during the aggressive carding that follows.
- Stage 2: 350kg Pressurized Vat: Individual color lots go into 350kg enclosed vats for acid dyeing (wool) or disperse dyeing (synthetics). The tight 98°C temperature curve and constant liquor circulation guarantee a spectrophotometer Delta E of less than 1.0 against the master color recipe—crucial when you are matching a Pantone TCX across five different yarn blend variants.
- Stage 3: Hydro-Extraction: Forget the metaphor of wringing out a sweater. Industrial hydro-extraction drives moisture content below 35% using high-torque centrifugal force. This preserves the delicate fluffy crimp of the wool exactly as it needs to be before entering the blending box.
- Stage 4: Precision Blending & Carding: This is where the 30–50% cost advantage of vertical integration becomes tangible. Pre-dyed fibers are weighed with a deviation under 0.5% of the recipe weight, tumbled together, and carded into a single cohesive web. We introduce the nepps—polyester for sharp contrast, viscose for semi-absorption—here, not after.
To get that ‘heathered’ look without losing definition, the mill must blend 3 to 5 distinct shade variants of the same base fiber. Visualize a cool grey herringbone: you aren’t just blending black and white. You build it from a 30% high-contrast jet wool, 25% mid-charcoal, 25% cool taupe, 15% white viscose nepp, and a 5% accent—a metallic, a pastel slice. This granularity is what separates factory-direct Wenzhou tweed from the commodity options flooding trade fairs. If the specification sheet you request from a supplier only has one color code on it, they are selling you piece-dyed risk.
Specifying your vision requires moving from a digital screen to a physical standard. Send a Pantone TCX fabric swatch, never a JPEG. Accompany it with a mood board that clearly delineates your desired contrast ratio: dark base + bright nepps (high contrast), or cloudy-tonal blending (low contrast). Tell the factory your end-use and target grams per square meter. A structured 450gsm bouclé jacket requires a completely different fiber blending matrix than a draped 280gsm relaxed blazer. With the 7-day rapid sampling workflow available at integrated Wenzhou facilities, you can hold a physical swatch that matches your exact specification in a week—eliminating the 4 to 6 weeks of blind faith that derails a collection launch.
7-Day Rapid Sampling Workflow
Four weeks of waiting for swatches is four weeks your competitors are already cutting fabric.
A traditional European tweed mill will quote you 4 to 6 weeks for sampling. That timeline assumes a 5 to 10 swatch minimum, a dye house queue that doesn’t prioritize first-time buyers, and courier logistics layered on top. For an emerging designer working toward a fashion week deadline or a buyer appointment, that delay isn’t an inconvenience—it’s an existential threat to the collection calendar.
Factory-direct rapid sampling collapses that timeline to 7 days by removing the bottlenecks that cause the delay, not by rushing the dye process. Here’s the actual workflow: you send a concept sketch or reference image, the in-house dye lab performs digital color matching with spectrophotometer verification (Delta E target under 1.0), and the team pulls from 100-meter in-stock greige goods to produce a physical swatch. The dye fixation and finishing are identical to full production—what you hold in your hand is what you’ll get on the roll.
- Day 1–2: Concept sketch or Pantone TCX reference received. Digital color matching against existing dye recipes. Spectrophotometer reading confirms Delta E deviation under 1.0 from target.
- Day 3–4: Yarn dyeing in calibrated acid dye baths (wool base) or disperse dye baths (synthetic nepps). Hydro-extraction to under 35% moisture content before controlled drying.
- Day 5–6: Carding, blending of dyed fiber lots at specified weight ratios, spinning, and weaving. In-stock greige goods eliminate the 2–3 week loom scheduling delay that third-party weavers impose.
- Day 7: Finished swatch cut, labeled, and dispatched via courier. Same ISO 105-C06 wash fastness and ISO 105-X12 crock fastness standards as full production output.
The mechanism that makes 7-day sampling possible isn’t a faster dye machine—it’s vertical integration. When the same facility handles yarn spinning, dyeing, and weaving under one roof, there is no 2-week handoff gap between a third-party dye house and an external weaver. There is no minimum batch fee imposed by a dye subcontractor who doesn’t want to run a 5kg sample. The greige goods are already in stock because the mill maintains production capacity for its own programs, not someone else’s. This is the structural reason a factory-direct mill can turn a swatch in one week while a broker-dependent supply chain takes six.
For an emerging designer, the financial math of rapid sampling matters as much as the speed. European mills often charge €150–300 per swatch with a 5-piece minimum. That’s €750–1,500 before you’ve confirmed a single colorway works. A factory-direct sample request from in-stock base fabrics eliminates that sunk cost risk. You validate the hand-feel, the multi-tonal depth, and the weight (350–450gsm for bouclé tweed) before committing to a 100-meter stock order or a 1000-meter custom color program.


Colorfastness & Quality Testing Standards
A Grade 3 wash fastness means your customer’s white blouse turns pink after one dry clean cycle.
Colorfastness is not a marketing claim. It is a measurable physical property that determines whether a garment survives retail customer care or generates a return. For tweed specifically—where multiple fiber types, dye classes, and nepp materials sit side-by-side in the same fabric—fastness testing catches failures that visual inspection cannot. A fabric can look flawless on the cutting table and bleed catastrophically the first time it hits perchloroethylene solvent in a dry cleaning machine.
Industrial yarn dyeing with proper mordanting and fixation chemistry routinely delivers Grade 4–5 on ISO 105-C06 wash fastness testing. This is the standard that European heritage mills target, and it is achievable from factory-direct sources like Wenzhou-based mills when the dyeing is done at the fiber stage under controlled conditions. The difference between Grade 4 and Grade 5 matters less than the gap between Grade 4 and Grade 3. At Grade 3, visible staining on adjacent white multifiber fabric is expected—meaning the dye migrates. At Grade 4, staining is negligible. At Grade 4–5, none is visible to the naked eye.
Hobbyist acid dyeing and small-batch piece dyeing typically plateau at Grade 3–4 on ISO 105-C06 because the dye penetration is shallower and the after-treatment (soaping, fixation) is less aggressive. The color looks acceptable at first—then bleeds onto trim, lining, or skin after repeated wear. For an emerging designer selling a $800 tweed jacket, that bleed is not a technicality. It is a refund, a review, and permanent brand damage.
- ISO 105-C06 (Wash Fastness): Tests color loss and staining on adjacent multifiber fabric during machine washing at 40°C or 60°C using ECE reference detergent. Industrial yarn-dyed tweed targets Grade 4–5. Piece-dyed or hobbyist-dyed samples typically score Grade 3–4. The 1-grade gap is the difference between retail-ready and return-prone.
- ISO 105-X12 (Crocking / Rub Fastness): Measures dye transfer from fabric surface to a dry or wet rubbing cloth under controlled pressure. Tweed with deep-color nepps and metallic threads is particularly vulnerable. A dry rub Grade 4 minimum is non-negotiable for any fabric that touches contrast trim or light-colored upholstery.
- AATCC 16 (Light Fastness): Exposes fabric to xenon arc light simulating sunlight through glass. Tweed used in retail window displays or spring collections with outdoor visibility needs Grade 4 minimum after 40 AFU exposure. This test is often skipped by small-batch dye houses—and it shows up six months later as uneven fading on jacket shoulders and sleeve caps.
For designers specifying GRS-certified recycled polyester nepps in eco-tweed constructions, the fastness challenge compounds. Recycled polyester absorbs disperse dye differently than virgin PET, and the nepp surface area-to-volume ratio amplifies any dye migration during wet processing. A factory that understands this pre-screens the recycled nepp lot with the same ISO 105-C06 protocol applied to the wool base fiber—before carding begins. If the nepp supplier cannot provide a batch-level fastness certificate, the risk of a ‘muddy’ color outcome increases sharply.
Here is what most fabric swatch cards omit: the spectrophotometer Delta E value between the submitted lab-dip and the production lot. A Delta E below 1.0 is the target for commercial color matching. Above 2.0, the human eye detects the difference. Before committing to a 1000m custom dye program, request the spectral reflectance data alongside the physical swatch. The numbers do not forgive—and neither will a buyer who rejects a shipment because Batch 2 does not match Batch 1.
Pricing: Custom MOQ vs. European Mills
Over-ordering to meet a 5000m MOQ creates dead inventory that destroys margins faster than any per-meter price difference.
Here is the math most first-time buyers don’t run until it’s too late. A European tweed mill quotes €28–45 per meter for 350–450gsm bouclé tweed. That price looks workable on a spreadsheet. The problem isn’t the per-meter rate. The problem is the 5000m minimum order quantity attached to it. If your capsule collection needs 1200 meters, you’re buying 3800 meters you have no confirmed sales for. Those 3800 excess meters sitting on a shelf cost you between €106,400 and €171,000 in tied-up cash—before you pay a cent for shipping, duties, or warehousing.
A factory-direct Wenzhou mill operates on a different structural model. The custom MOQ starts at 1000 meters, with 100-meter in-stock programs available for existing colorways. Pricing lands at $12–22 per meter for equivalent 350–450gsm wool-blend bouclé tweed. That’s a 30–50% reduction against European mill pricing, but the real savings multiply when you calculate the cost of money you didn’t borrow to buy unnecessary inventory. A 1000-meter order at $18/meter costs $18,000. A 5000-meter European order at €35/meter commits you to €175,000. The gap isn’t just percentage points. It’s the difference between self-funding a first collection and taking on debt before you’ve sold a single garment.
- Sampling cost: European mills typically charge €300–800 per custom color sample with a 4–6 week turnaround. Some require a minimum of 5–10 swatches per development round. Two rounds of corrections and you’ve spent €6,000 before approving production. Factory-direct rapid sampling from vertically integrated mills produces physical swatches in 7 days, with significantly lower per-round cost because dyeing, spinning, and weaving happen under one roof with no third-party dye house markup.
- Shipping and logistics: A 5000-meter order from a European mill weighs approximately 1750–2250 kg depending on GSM. Air freight from Europe to North America runs $4–7/kg. Ocean freight adds 4–6 weeks to an already 8-week production lead time. Factor in customs brokerage, port handling, and inland trucking. On a factory-direct 1000-meter order from Wenzhou, total logistics cost scales proportionally to the smaller order size, and 100-meter in-stock shipments can go by air courier in 3–7 days without crushing the margin.
- Over-ordering penalty: Buying 5000 meters when you need 1200 means 3800 meters become dead stock. Storage costs, potential obsolescence if the colorway doesn’t sell, and the opportunity cost of capital locked in unsold fabric are rarely factored into initial sourcing budgets. A 1000-meter MOQ lets you test a colorway with real market response before committing to a repeat order. If it sells, reorder. If it doesn’t, you’re not sitting on three years of inventory.
- Quality parity: The 30–50% cost difference does not come from cutting corners on fiber quality or dye formulations. It comes from vertical integration—no intermediary dye house charging markup, no independent spinning mill imposing its own minimums, no 2-week logistics gaps between production stages. Fabrics from vertically integrated Wenzhou mills using Australian Merino wool and Japanese lurex achieve ISO 105-C06 Grade 4–5 wash fastness, matching the performance benchmarks of European-sourced tweed at a structural cost advantage.
One more thing most factories won’t volunteer: European mills frequently outsource dyeing to third-party commission dye houses. You’re paying the mill’s markup on the dye house’s markup. Vertically integrated production—where the same facility spins the yarn, dyes the fiber, and weaves the fabric—eliminates those stacked margins entirely. That structural difference, not lower labor rates, is what makes a 1000-meter custom MOQ economically viable while maintaining the multi-tonal depth and nepp contrast you expect from premium tweed.
Conclusion
Multi-tonal tweed that holds its color through dry cleaning doesn’t come from dyeing finished fabric. It comes from dyeing individual fiber lots separately, then blending them at precise ratios during carding—a process calibrated with spectrophotometer verification and ISO 105-C06 testing. That engineering, combined with a 1000m production minimum and 7-day sampling, brings the visual depth of €28–45/meter European tweed within reach at $12–22/meter.
Your next move is straightforward. Review the in-stock Chanel-style tweeds at 100m quantities to test colors against your palette, or request physical swatches to validate hand-feel and nepp contrast before committing to a custom dye run.
Frequently Asked Questions
Can you dye tweed after it’s been woven?
Technically yes, but piece-dyeing woven tweed produces flat, single-tone results and destroys the multi-tonal depth that comes from pre-dyed yarns. Only use piece-dyeing if you accept a uniform solid color without nepp. For multi-tonal depth, always specify yarn-dyed tweed from the mill.
What type of yarn is used in premium tweed fabrics?
Premium tweed uses wool-rich spun yarns, typically 80–100% virgin wool, blended with mohair, alpaca, or cashmere for texture. Blends with luxury fibers increase softness and exclusivity but also raise cost. Specify your desired touch and budget when selecting yarn composition.
What happens to tweed when it gets wet during processing?
During industrial dyeing, wet wool is processed in 350kg pressurized vats at 98°C with controlled agitation to achieve even dye penetration while preventing felting. Without precise temperature and pH control, wool. Factory dyeing must follow strict temperature ramps to preserve tweed’s hand.
Is tweed out of style for contemporary fashion collections?
No, tweed has seen a 15–20% year-over-year increase in luxury fashion collections since 2022, driven by heritage aesthetics and slow fashion. The growth is strongest in multi-tonal Chanel-style textures with modern blends. Tweed remains a core seasonal fabric for contemporary collections.
How do I communicate custom color requirements to a tweed factory?
Send physical Pantone TCX textile references, never RGB/CMYK files, along with nepp contrast details and a lab dip request for the multi-tonal melange effect. Without physical swatches and nepp specs, the factory. Always include a contrast target (high/medium/low) with your color submittal.

